
ウェッジブッシングプーリとは軸とVベルトプーリなどの回転する機械要素部品の固定に用い、軸の外径とVベルトプーリの内径の間の摩擦を用いてウェッジブッシングとプーリを一体化する機械要素部品である。
構造・用途・取付取外し事例
構造
軸とVベルトプーリなどを固定する機能を持ち、穴の開いたテーパ形状の軸の端面に固定穴の開いたフランジが一体化した機械要素部品である。図1にその外観と構造を示す。
図1.ウェッジブッシングプーリの外観と構造
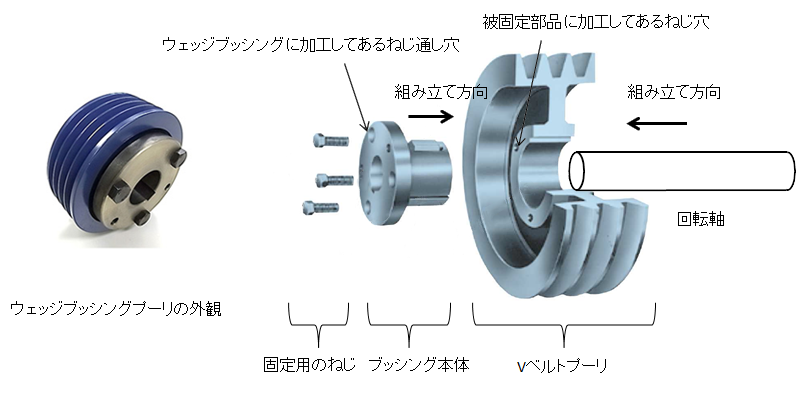
ウェッジブッシングプーリは倍力機構*1によりテーパの押し付け力による当面の摩擦によって要求される固定トルクを発生する。また倍力機構はテーパ形状と被固定部品の端面によるねじにより生ずることがある。
注釈
- *1
- 倍力機構とはモーメント(力×距離)が釣り合うことを応用し、小さな力で大きな力の作用を得られる機構のこと。
被固定部品であるプーリの内径はウェッジブッシングプーリと同じテーパ形状とする。その固定方法である固定力を発生するメカニズムを図2に示している。
図2.ウェッジブッシングプーリによる固定力発生のメカニズム
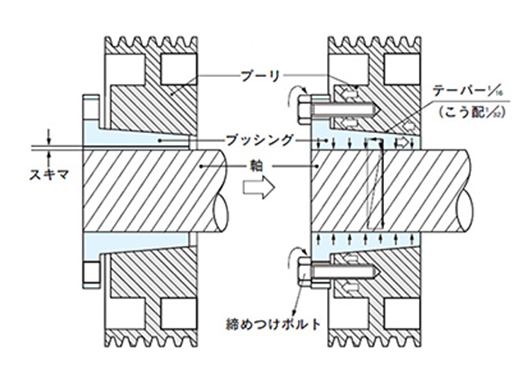
テーパの付いたウェッジブッシングプーリを締め付けボルトでプーリと一体化することで、「スキマ」がウェッジブッシングプーリの弾性変形で「ゼロ」となって接触し、この部分に作用する摩擦力でプーリと軸が一体化する。
用途
軸とプーリを固定する際に特別な加工を行うことなく、容易に分解組み立てすることが可能であるため、メンテナンスを頻繁に行うような場面で利用されることが多い。
取付取外し事例
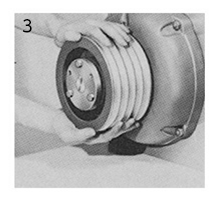
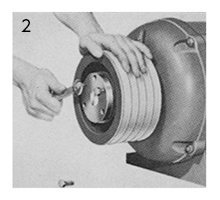
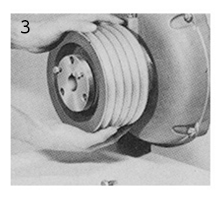
モータ軸にVベルトプーリを着脱するウェッジブッシングプーリの事例を図3に示す。
図3.取付取外し事例
| 取り付け | 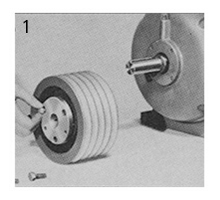 |
 |
 |
|---|---|---|---|
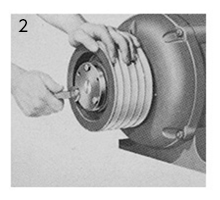
| プーリにブッシングを入れ、ボルトを手でゆるく締める。 | ねじ込むウエッジブッシングプーリを軸に取り付ける。 | 締めつけボルトをトルクレンチを使用してしっかりと締めつける。 | |
| 取り外し | 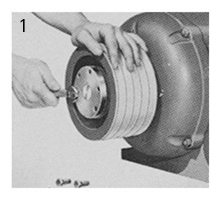 |
 |
 |
| 締めつけボルトを取り外す。 | フランジ部の取り外し用のタップにボルトをねじ込む。 | シャフトからウエッジブッシングプーリを取り外す。 |
図3に示す通り、取り付け時はウェッジブッシングプーリをVベルトプーリに3本のねじで締め付けする。取り外し時はこのねじを緩める作業としているが、固定ねじを緩めてもテーパ部の取り外しができない場合が発生する。これは取り付けねじの締め付けによりテーパ部が強固に固定されているためで、この取り外しを容易とするために中央の写真にあるように「取り外し用のタップにボルトをねじ込む」作業を行っている。これを図4に示す。
図4.取り外し用ねじを用いた分離
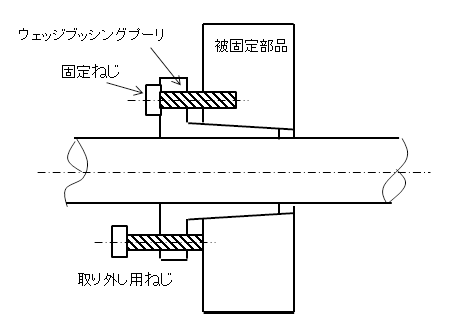
この取り外しねじの作用はウェッジブッシングプーリのタップ穴に取り外し用のねじをねじ込み、ねじの端面が非固定部品の端部に当たることで、両部品を引き離す力が働く。
2本のねじによりモーメント力を打ち消して、テーパ部に局所的な荷重が作用し、「かじる」現象を防止している。この正常な取り外し動作を行うために作業者は取り外し用のねじを均等に締め込まなければならない。
選定のポイント
選定ポイントは下記の2点となる。
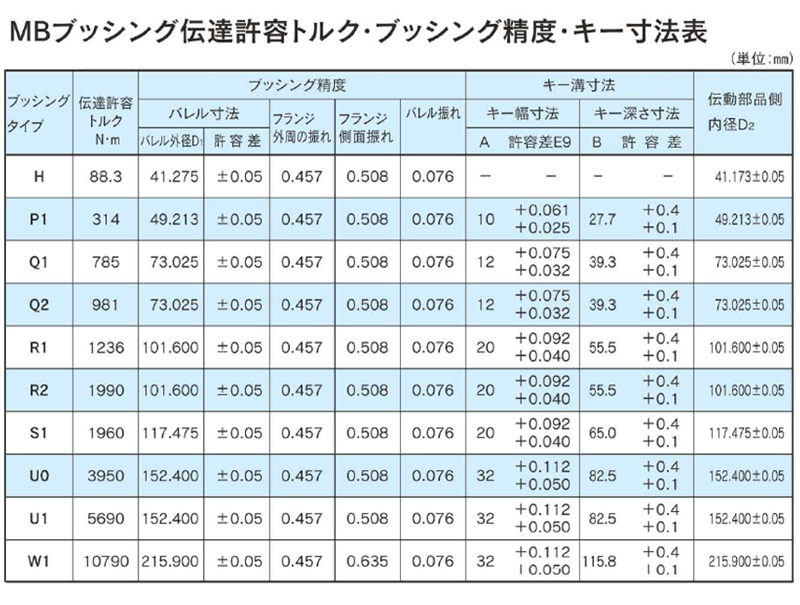
固定する軸外形寸法による選定
固定する軸のバレル外径寸法とテーパ内径がポイントとなる。図5に示す。
許容トルクによる選定
許容トルクは型式によって決められている。図5の伝達許容トルク(N・m)に示す。
図5.バレル外径寸法とキー溝寸法
回転軸に回転機械要素部品の固定法
回転構造は一般的にモータなどの機械装置で使用されるが、回転部品はいくら回してもそのストップエンドが無く、エンドレスで無限回転を行うメリットがある。このメリットを生かす機械要素技術に回転軸と回転要素部品の固定法がある。
この固定法に要求される機能は「強固」「組み立てやすさ」「分解しやすさ」「安価」などである。表1に代表的な固定用止め部品について構造などの特性を示す。
表1.軸と回転部品の固定法とそのメリット・デメリット
| 種類 | 構造図 | 構造他 | メリット | デメリット |
|---|---|---|---|---|
| 止めねじ | 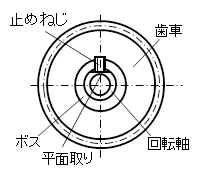 |
①歯車のボス部にタップ加工を行い、止めねじで歯車と回転軸を固定する。 ②回転軸に平面取りを行い、止めねじの接触力を効果的に活用する。 ③回転軸に平面取りの他、もみ付け加工(先端角60°のドリル加工)も歯車を取り外す時、有効な方法である。 ④止めねじをダブルで使用して固定力を強化し、ゆるみ止め効果を補強する。 |
安価構造 | ①振動などによる緩みが発生する。 ②歯車の伝達トルクが大きい時は止めねじ接触部にもみ付け穴を加工するなど強化が必要である。 |
| スプリングピン | 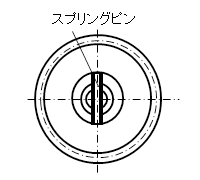 |
①歯車のボス部にスプリングピンを圧入して、歯車と固定軸を固定する。 ②スプリングピンを加工する下穴は回転軸と歯車を組み立てた状態で、ドリルにより同時現合加工とする。 ③歯車を交換する場合、固定穴を互換性があるよう高精度加工する。(形状精度の割芯度、穴公差を記入) |
強固な固定 | ①スプリングピン圧入の際に衝撃力が加わるので、この対策が必要である。(圧入治具使用) ②固定部品の取り替えを可能とする固定穴の互換性ができる構造とする。(固定穴高精度加工) |
| すり割り固定 | 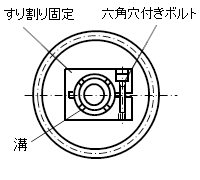 |
①歯車のボス部と回転軸をすり割り固定構造を用いて固定する。 ②すり割り固定ねじ締め付け力によって歯車と回転軸が仕様のトルクで固定されるように、その構造を決める。 ・ボスの外内径と溝形状 ・すり割り固定の六角穴付きボルト個数とサイズ |
部品交換が容易 | ①加工に工数を要するので高価となる。 |
| キー | 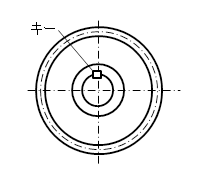 |
①歯車の内径と軸の外径にキー溝の凹部を加工し、これに断面が角形状の棒をはめ込んで、回転方向に拘束する。 ②伝達トルク、軸径によって推奨されるキー溝の形状が決められている。 ③キーは「平行キー」「テーパキー」「半月キー」など各種の形がある。 ④平行キーを使用する場合、歯車が軸方向に移動しないように固定ねじなどの拘束手段が必要となる。 |
非常に強固な固定 | ①歯車、軸の加工に工数を要する。 ②固定部品は角形状の棒状部品なので、作りやすい。 |

