[2024/6/12公開]
Question
不等リード 不等分割のメリットを教えて
エンドミルで、不等リードや不等分割というのがありますが、どのようなエンドミルでメリットはなんですか?
Answer
不等リード・不等分割とは、刃のリード角(ねじれ角)と刃の分割配置を不等にして、防振効果を高めたエンドミルです。刃を不等リード・不等分割にすることで、加工時の振動の位相をずらし再生効果で大きくなろうとする振動を抑え、ビビリ振動を抑制させる効果があります。幅広い加工条件、被削材でビビリ振動を抑えられるので、不等リード・不等分割は効率的に面粗度の良い加工ができるといえます。
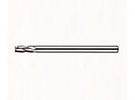
【不等リード】
同一エンドミルの各切れ刃のねじれ角度を変化させることにより、振動の位相をずらしビビリ振動の抑制が期待できます。
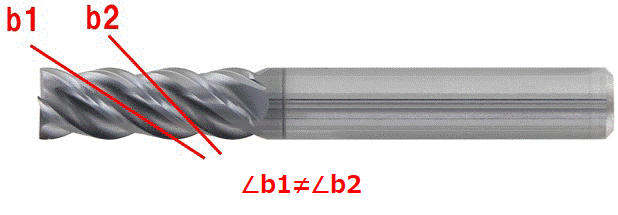
【不等分割】
底刃の分割を不等にすることで、振動の位相をずらし周期性を打ち消します。
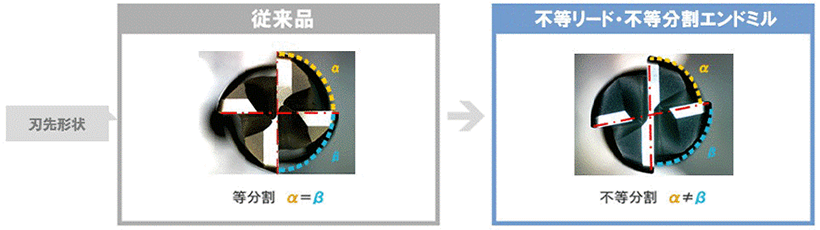
【不等リード・不等分割の効果】
| 項目名 | 設定内容 |
|---|---|
| 工具名 | ミスミ XALコーティング |
| XAL-EM4R10・XAL-VHEM4R10 | |
| 刃径・刃長・全長 | 【XAL-EM4R10】 刃径10mm・刃長30mm・全長80mm |
| 【XAL-VHEM4R10】 刃径10mm・刃長30mm・全長75mm |
|
| 加工方向 | 側面 |
| 回転数 | 1780 min⁻1 |
| 送り | 1430 mm/min |
| 切削速度(周速) | 56 m/min |
| 切込み量 | Ad:30mm/Rd:0.01~0.4mm |
| 工具突き出し量 | 38mm |
| ワーク | SUS304 |
| クーラント | なし(ドライ) |
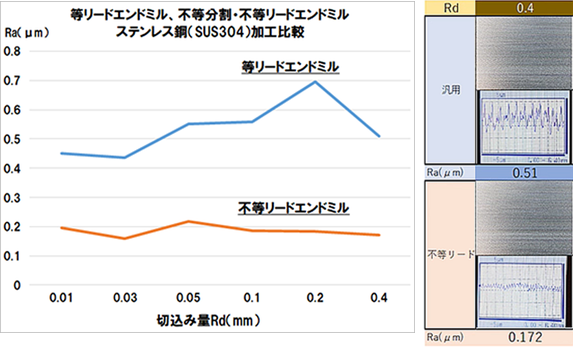
比較テスト結果
等リードエンドミルと比較して不等リード・不等分割エンドミルは、切削音が小さく面粗度も良好。切込み量を増やしても面粗度はよい状態を維持しています