
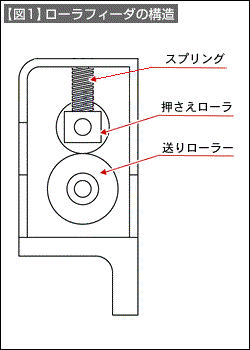
自動でプレス加工するときに材料を金型内に送り込む装置を「材料送り装置」と呼びます。その代表的なものがローラフィーダです。ローラフィーダは【図1】に示す構造をしています。固定された軸を中心に、送り長さ分の間欠回転をする送りローラと、材料を押さえながら挟み込む押さえローラの、二つのローラで構成されます。
【図2】は機械式のローラフィーダの駆動機構を示しています。クランクプレスを例に説明します。クランク軸端に偏心盤を取り付けます。偏心盤の偏心軸と送り装置の揺動アームを連接棒でつないであります。
送り量の設定は偏心盤で行います。偏心盤の調節ねじを回すことで、偏心軸を移動させて変位量を調節します。クランク軸が回転することで、偏心盤も回転し偏心軸の変位量の動きが連接棒に伝わり、揺動アームを角運動させます。揺動アームは往復角運動しますが、その1方向の動きで送りローラを送り、長さ相当の回転を行います。戻り工程では送りローラのクラッチが働き、送りローラは動きません。
このようにローラフィーダは、クランク軸の回転運動を揺動運動(角運動)に変換して材料送りを行います。
ここに示した構造は最も古くから使われている構造です。連接棒と揺動アームの関係は、ラックとピニオンギヤに置き換えた構造もあります。
この構造の送り装置の精度は良くて0.1mm程度です。送り長さの微調整が難しいなどのことから、運動機構の工夫がいろいろなされています。最近ではNC駆動の送り装置が主流になっています。